
|
| |
|
Главная Обработка
Строгание Строгание делится на черновое, в результате которого снимают с поверхности древесины следы пилы или топора, и чистовое, после которого деталь получает гладкий вид и заданные размеры. При любом строгании, особенно при черновом, когда снимается толстый слой древесины, необходимо определить направление волокон, чтобы не строгать взадор. Определяют это осмотром (волокна должны выходить на поверхность в направлении движения инструмента, то есть от столяра) либо пробным строганием, если волокна не видны. При строгании взадор шерхебелем могут получиться отщепы столь глубокие, что заготовка будет испорчена. Черновое строгание при больших припусках (до 5 мм) выполняют шерхебелем, при малых (1-2 мм) - рубанком с одним ножом. Шерхебелем строгают наискось к продольной оси доски или бруса. Выпуск ножа 2 - 2,5 мм. В широких досках при переходе за линию сердцевины, а также в косослойных половина доски может оказаться с иным выходом волокон, поэтому следует либо перевернуть доску, либо строгать на себя. При наличии сучков, около которых волокна всегда образуют завиток, выпуск ножа должен быть минимальным, а сам нож очень острым, иначе могут появиться глубокие выколы и отщепы, из-за которых придется снова снимать толстый слой древесины по всей поверхности. Не рекомендуется строгать шерхебелем узкие бруски и кромки, так как здесь трудно заметить границы и брусок будет перестроган. После шерхебеля строгание ведут рубанком с одним ножом. Выпуск ножа 0,5-0,7 мм вначале, а к концу строгания - 0,3-0,5 мм. Как только поверхность будет выровнена (не останется следов шерхебеля или пилы), ее проверяют на глаз или с помощью угольника. Наиболее частыми погрешностями бывают завалы у краев доски, седлообразные выемки и винтообразность. Выступающие части сострагивают до тех пор, пока плоскость не станет ровной. В изогнутых досках вначале сострагивают выступающие концы, затем горб середине. При нетренированном глазе можно проверять ровность плоскости двумя брусочками, положенными на концы доски. Если брусочки параллельны, значит, плоскость выровнена и можно приступать к чистовому строганию. Короткие доски проверяют ребром рубанка. Начисто строгают инструментом с двойным ножом: длинные детали - фуганком или полуфуганком, короткие - рубанком. Нужно сказать, что чистовое выравнивание детали лучше делать длинным инструментом, так как легче удержать его подошву на плоскости. В неопытных руках строгание рубанком - инструментом коротким обычно приводит к завалам по краям доски. Строгать точно рубанком с двойным ножом удается лишь после приобретения достаточного навыка. Перед началом работы налаживают нож и горбатик, так как от выпуска ножа и расстояния от конца горбатика до режущей кромки зависит чистота строгания. Нож должен выходить на 0,1 - 0,3 мм за подошву, а горбатик - находиться на расстоянии 0,5 - 1,5 мм. Для волокнистых твердых пород горбатик помещают ближе к кромке ножа. Чем меньше выпуск и чем ближе горбатик, тем поверхность ровнее. Но в начале строгания потребуется все же больший выпуск ножа и отодвинутый горбатик, иначе строгать будет очень тяжело. Выглаживание проводят рубанком с двойным ножом с минимальным выпуском ножа и близко поставленным к режущей кромке горбатиком. В чистом строгании роль горбатика особенно велика. Выпуск ножа за подошву рубанка около 0,1 - 0,2 мм. В этом случае рубанок снимает тонкую полупрозрачную стружку, а поверхность получается блестящей и гладкой. Если рубанок прыгает, это означает, что либо затупился нож, либо горбатик подвинут слишком близко, либо под него набилась стружка. Все изложенное имеет лишь общий характер. В каждом отдельном случае следует попробовать ту или иную постановку режущих частей инструмента, тем более что на работу влияет и ширина стружечной щели, и состояние подошвы перед ножом. Указанные размеры действительны при идеально настроенном рубанке. Ни в коем случае нельзя для ускорения обработки высовывать нож более чем на 0,3 мм: толстая стружка портит подошву инструмента. Выпущенный нож должен просматриваться ровной ниточкой, перекос устраняют подколачиванием его задника вбок. Можно определять выпуск ножа и другим способом. Положив инструмент на гладкую доску, слегка подбивают нож вниз по средней части задника и пробуют, зацепляет ли он поверхность доски. Как только нож начал цеплять, зажимают клинок и пробуют стружку. При хорошей стружке остается лишь выправить перекос (если он есть). Фугование и выглаживание сучковатых досок, оставляемых как лицевые, необходимо проводить очень осторожно острыми ножами, держа рубанок несколько наискось к направлению строгания, а в задиристых местах прострагивают на себя, чтобы не поворачивать деталь. Иногда бывает целесообразно I пройти сучок цинубелем, который разрушит поверхность, но благодаря крутизне ножа не сделает отколов и задиров. Затем рубанком нужно очистить шероховатость, и сучок выйдет гладким. Поворот рубанка наискось уменьшает угол резания и сопротивление материала. У некоторых мастеров для строгания таких мест имеется рубанок с косо поставленным ножом, а также шлифтики с более крутым и узким ножом, который соскребает древесину, а не срезает ее. Фуганком, который из-за его большой длины не поворачивают, выглаживают сучки после цинубеля. Выровненная плоскость является базовой. От нее ведут отсчет и измерение. Базовую плоскость прочерчивают простым карандашом волнистой линией (химический карандаш применять нельзя). После этого обрабатывают смежную плоскость под прямым углом. Сначала это совсем не простое дело, так как рубанок или фуганок обязательно скашивается на сторону и прямой угол не выходит. Здесь не нужно торопиться и срезать толстую стружку, что бывает соблазнительно при узкой кромке и остром инструменте. Можно увлечься выравниванием и перестрогать заготовку. При строгании кромок можно к подошве рубанка прижать пальцем небольшой точный прямоугольный брусок. Он обеспечит ровное положение инструмента относительно пласти. Прижимая этот брусок одновременно к доске и рубанку, ограничивают таким образом боковой наклон инструмента. Как только получен прямой угол, кромку также отмечают карандашом. Дальнейшую разметку проводят с помощью рейсмуса и угольника, опирая их на базовые плоскости. Для наглядности обработки на кромке можно снять фаску до черты рейсмуса. Острагивая плоскость таким образом, все время можно проверять толщину снимаемого слоя. При обработке кромок фаской следует применять направляющий угольник, вырезанный круглой пилой из цельного куска древесины либо склеенный из двух реек. Угольник укрепляют гвоздями или струбцинами на необходимой высоте и нужном расстоянии от кромок доски, что обеспечивает устойчивое наклонное положение инструмента. При выстрагивании фигурной рейки или галтели криволинейного профиля по краю доски излишек древесины выбирают шпунтубелем или зензубелем, сглаживают по возможности рубанком, а затем обрабатывают калевкой. Выстрагивание профилей ведут, начиная с дальнего конца, с отступом назад. Это облегчает строгание, так как инструмент забирает стружку, утончающуюся к концу, и уменьшает опасность отколоть или отщепить дерево. Профиль при этом выходит чище. При строгании фасонных профилей нож всегда должен быть острым, а выпуск его - минимальным. Большой выпуск обязательно приведет к порче работы. Выстрагивание четверти или профиля начинают без нажима. Лишь когда профиль четко обозначится и появится уверенность, что инструмент не свернет с намеченной линии, можно усилить нажим. При обработке кромок четвертей инструмент соскальзывает с доски вбок, так как отжимается волокнами. Поэтому нужно либо, продвигая его, прижимать одновременно к вертикальной кромке четверти, либо установить параллельно кромке ограничитель в виде отфугованного бруска.
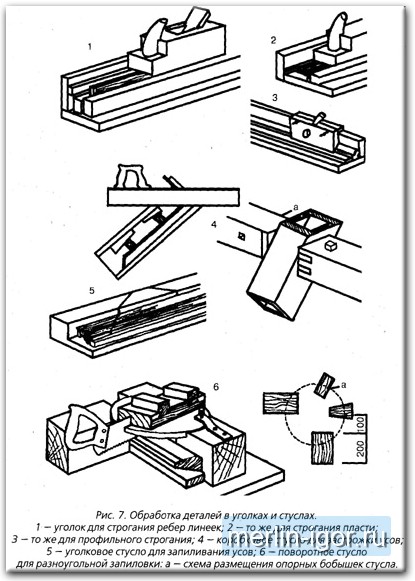
Очень тонкие и длинные детали как прямоугольные, так и профильные выстрагивают в уголках (рис. 7) или четверти верстачной доски, имеющей высоту, равную нестрогающей части подошвы рубанка (по ширине щечек летка). Получение одинаковых деталей в большом количестве при обычном строгании с опорой на верстак или подкладную доску затруднительно из-за необходимости слишком частой проверки. Следует сделать специальное стусло - корыто с бортиками, на которые будут опираться края инструмента. Высота опорных брусков-бортиков равна толщине обрабатываемой детали. В таких стуслах, например, изготовляют рейки для столярных щитов. Всякого рода ограничители движения инструмента убыстряют работу при большом количестве однотипных деталей (раскладок, окантовок). При выработке профиля в середине доски ограничители обязательны. Если их нельзя прикрепить к поверхности гвоздями, то следует приклеить, а затем сострогать. При выборе четвертей отборником, зензубелем или шпунтубелем боковая вертикальная кромка четверти остается лохматой, так как волокна в этой кромке не срезаются, а выдираются. Поэтому ее приходится обрабатывать, поворачивая инструмент на 90 градусов. Это следует учитывать, и выстрагивать четверть, отступя от риски окончательного размера с тем, чтобы можно было обработать другую кромку. Чтобы получить гладкую вертикальную кромку, сбоку колодки отборника заподлицо с боковой плоскостью приделывают тонкий нож. Кончик ножа выступает за подошву и отрезает волокна, которые затем легко отделяются. Четверть выходит чистой и гладкой. Очень маленькие штапики (до 4 мм в поперечном сечении) делают из заготовки, имеющей вид линейки, остроганной с двух плоских сторон и с одного ребра. Отрезают штапики с помощью выпущенных и плоско заточенных иголок рейсмуса с двух сторон. После этого кромку линейки профуговывают и отрезают вновь. При необходимости профилировать такой мелкий штапик, работу проводят скоблилкой на ребре этой линейки, а затем уже отрезают рейсмусом. Обработка рубанком отрезанных тонких палочек обычно приводит к их поломке. Фугование кромок тонких и широких дощечек, предназначенных для склеивания в щитки, выполняют, собрав их в пачки, стянутые струбцинами, или на боку, уложив дощечку на верстачную доску с четвертью или на специальную подкладную доску. Кромка обрабатываемой детали должна свешиваться за край подкладной доски. Чтобы не тратить время на придание параллельности кромкам дощечек, предназначенных для склеивания в щиток, их следует подобрать приблизительно по ширине щитка с учетом направления годовых колец (в смежных дощечках дуги годовых колец должны быть направлены в разные стороны) и прочертить сторону карандашом. Затем их нумеруют по краю у торца. При этом линии стыков могут остаться и косыми. Складывают дощечки, называемые делянками, гармошкой: первую со второй, третью с четвертой задними сторонами, где нет карандашной черты, выравнивают пачку на ровной плоскости ребрами с одной стороны и зажимают струбцинами. После этого отфуговывают выровненные ребра всей пачки, а затем, выровняв рубанком ребра противоположной стороны, также их профуговывают совместно. При этом неважно, что дощечки имеют непараллельные кромки. Разобрав пачку, раскладывают дощечки нечетными концами вверх, четными - вниз. Склеенный в таком порядке щиток будет иметь параллельные наружные кромки с внутренними косыми склейками. Подобным образом удобно изготовлять щитки из тонких делянок, выпиленных из небольших по размеру стволиков ценных пород дерева. Обработке тонких, мелких и длинных деталей нужно уделить особое внимание. Этот род работы наиболее распространен при отделке деревом интерьеров и устройстве встроенной мебели (стенок, панелей, пристенных скамей и т.п.). Здесь плоские щиты приходится обивать раскладками в местах переходов, сопряжений и стыков, и этих раскладок требуется , очень много. В этом случае нужно максимально использовать электрическую пилу не только для раскроя, но и для частичного выбора профиля. Для этого к столику пилы прикрепляют ограничители, фиксирующие положение тонкой детали относительно зубьев. При строгании особое внимание следует уделять остроте ножа инструмента и четкости его формы (для профильных деталей). Не нужно жалеть времени на его подтачивание и шлифование, так как при работе тупым ножом профиль выходит лохматым, часто ломаются детали (из-за повышенных усилий при обработке) и больше времени уходит на последующую отделку их шкуркой и шлифование. При строгании тонкие длинные детали крепят гвоздями за скошенный ближний конец. Обрабатывать их лучше полуфуганком, колодка которого передней частью будет прижимать деталь и не даст ей выпучиться. Обязательны приспособления, обеспечивающие устойчивость деталей при обработке, - укладка их в пазы уголков и подкладных досок, ограничители и т.п. Строгание коротких деталей вдоль волокон имеет также свою специфику. Длинная деталь спокойно лежит на верстаке, будучи уперта даже одним концом, короткая - требует зажима с обоих торцов. Если короткую деталь неудобно зажать с двух сторон, то ее можно прихватить гвоздиками, прибив их насквозь через торцы так, чтобы при строгании нож рубанка их не задевал. Обрабатывать рубанком очень короткую доску приходится практически на весу, так как до начала строгания свешивается задняя часть рубанка, а после короткого прохода свешивается его передняя часть. Чтобы избежать завала, движение рубанком должно напоминать движение доски качелей - с большим нажимом в середину. Если же это не выходит, то короткую деталь следует вырезать из середины длинной, но такой прием говорит о недостаточной квалификации мастера и ведет к перерасходу материала. Подобный же горб с завалом по концам получается и при неумелой работе напильником. Завал недопустим, когда приходится припасовывать готовые изделия, например ящик и крышку к нему. Уменьшить завал можно, применив фуганок с подкладными брусками, равными по высоте обрабатываемой детали. Опираясь на эти подкладные бруски передней и задней частью, фуганок точно острагивает короткую деталь, укрепленную в средней режущей зоне инструмента. При выравнивании лицевых плоскостей рубанком из-за провеса (несовпадения по уровню) в изделиях, уже связанных в углах разного рода шипами, необходимо соблюдать осторожность, чтобы не зацепить плоскость поперечной примыкающей нижней детали. Строгание поперек горизонтальных волокон обычно приводит к их вырывам, и поверхность получается шершавой. Поэтому в углах следует держать рубанок по направлению диагонали угла, выпуск ножа должен быть наименьшим, а сам нож - очень острым. Строгание торцов и полуторцов (полуторцом называется косой срез доски) аналогично строганию коротких заготовок и также требует отсутствия какого бы то ни было завала, поскольку торцы либо выходят на лицевую плоскость, либо подвергаются склеиванию с такой же гладкой поверхностью. При строгании торцов (поперек вертикальных волокон) нож встречает большее сопротивление, чем при строгании вдоль, поэтому рубанок следует держать косо по направлению к линии строгания, как при строгании сучков. Торцевание можно выполнять на боку (если заготовка зажата горизонтально) и при обычном положении инструмента (если заготовка зажата вертикально). Во втором случае легче проверять правильность строгания угольником и ребром рубанка. В первом случае Для проверки приходится освобождать заготовку, поэтому некоторые мастера обработку на боку не признают достаточно надежной Наиболее частым дефектом при торцевании является откалывание задней кромки. Чтобы избежать откалывания задней кромки, либо подкладывают скошенный с торца брусок, плотно прижатый к кромке торцуемой доски заподлицо с ее торцом, либо торцуют от краев к середине, снимая затем получившуюся в центре торца горбушку. Можно срезать с противоположной стороны фаску по линии разметки и строгать с одной стороны. Торцевание обеспечивает окончательные чистовые размеры, поэтому малейшее отклонение от них и дефекты работы здесь недопустимы. Требуются острый инструмент и постоянная проверка угольником или ерунком. Выпуск ножа - минимальный. Целесообразно обрабатывать одновременно торцы противоположных и симметричных деталей. Торцевание мелких деталей желательно проводить, связав их в плотную пачку, но лучше отторцованную длинную заготовку разрезать на мелкие брусочки круглой мелкозубой пилой. Торцевание - последняя операция, поэтому при последующем зажиме или упоре отторцованные плоскости следует оберегать от повреждений костылями. Торцевание можно вести под углом, отличающимся от 90 градусов. Это так называемое строгание полуторцов. Оно применяется, например, при изготовлении усовых соединений, наиболее распространено торцевание под углом 45 градусов. Делать это можно, держа инструмент на боку и упираясь деталью в косой упор. Деталь при этом I должна быть прижата к упору струбцинами. Но наиболее удобно специальное торцовочное коробковое стусло (рис.7, поз.4), представляющее собой квадратную трубу размером 200x200 мм из досок твердой древесины толщиной 2 см со срезом одного конца под углом 45 градусов. Деталь закрепляют внутри трубы с помощью струбцин или клиньев, а инструмент двигается по скошенным торцам стусла (не пересекая их ножом) и точно обрабатывает полуторец. Меры предосторожности против откалывания здесь такие же, как было сказано выше. Необходимо особо отметить: строгание - процесс, требующий значительной физической силы.  Кровельные материалы. Лесо- и пиломатериалы. Кровля из мягких материалов. Обработка древесины инструментом. Остекление переплетов. Паркетные доски. Пиление. Кровельные материалы. Лесо- и пиломатериалы. Кровля из мягких материалов. Обработка древесины инструментом. Остекление переплетов. Паркетные доски. Пиление.
Главная Обработка 0.0006 |